Types of paperboard

Have you ever gotten your hands on high-quality smartphones, expensive fragrances, and retail boxes and sensed the specific texture of the thick, sharp, and smooth packaging? In the case of the packaging industry, it is inappropriate to use the name cardboard for such materials. Such materials are called paperboard, which is one of the fundamental elements of the contemporary product packaging, design, and branding.
Choosing the right paperboard will help you benefit from your brand’s presence in the market to the greatest extent possible. Paperboard choice not only influences your printing capabilities but also affects the strength of your packaging during transportation, among many other factors.
Let us talk about different kinds of paperboard, what makes each type special, and how to make the best choice for your business.
What is Paperboard?
Paperboard refers to a paper product that is much heavier, thicker, and sturdier than regular printing paper. Based on the global packaging standards, paperboard tends to possess a basis weight of over 250 grams per square meter (GSM), or alternatively, a caliper of over 10 points (0.010 inches).
Contrary to the heavy corrugated shipping boxes, paperboard is very flexible. Paperboard can be easily cut, creased, folded, and molded into a variety of forms without losing its strength, thus making it the optimal material for designing custom retail packaging and folding cartons.
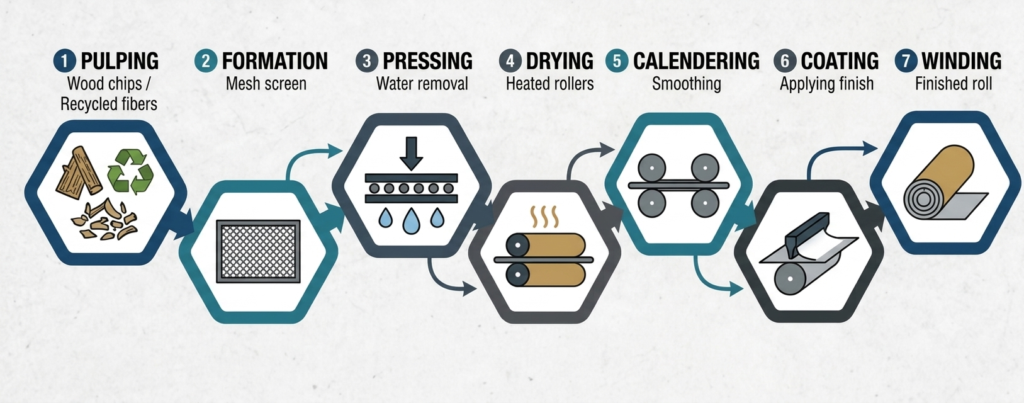
Step-by-Step: How Paperboard is Made
The conversion of raw wood or recovered fiber into paperboard of high quality is a constant industrial process that involves six main steps:
1. Pulping & Fiber Preparation
For superior grades of paperboard such as SBS, raw wood chips are treated through a chemical pulping process by dissolving bonding material to ensure that the fiber lengths remain intact. For inferior quality paperboard such as FBB, raw wood is mechanically crushed in order to preserve the bulk fiber content.
2. Dilution & Refining:
These fibers are mechanically processed to roughen their edges, thus optimizing the bonding power. The pulp is mixed with an extensive amount of water until the ratio of water to fiber reaches almost 99% to 1%, respectively.
3. Forming the Web:
The slurry is spread out on a very fast-moving, continuous screen made of a mesh. As the water seeps out through gravity and vacuum systems, the fibers form themselves into a wet web. In case of multi-ply boards, the fibers of different pulps are bonded chemically together.
4. Pressing & Consolidating:
The damp web of fibers then passes through thick rollers that exert pressure on it. By doing so, more water is squeezed out of the web to increase its density and strength.
5. Drying & Calendering:
The pressed board passes through several hot steel rolls heated by steam in order to dry the moisture level up to 5-7%. After that comes the calendering process during which the board is squeezed between steel rollers to achieve the required thickness and a smooth surface.
6. Coating & Finishing:
For the best print quality, a thin film of mineral material (for instance, kaolin clay) is placed on the surface of the paperboard. The resulting highly smooth surface does not allow the ink to absorb, providing the maximum possible contrast of graphics. Finally, the produced board is wound into large rolls.
The Four Core Types of Paperboard
Industrial paperboard is classified into four primary grades based on the fiber source (virgin vs. recycled pulp) and the chemical or mechanical manufacturing processes used.
1. Solid Bleached Sulfate (SBS)
Solid Bleached Sulfate is one of the finest types of premium paperboards. Made of 100% bleached virgin wood pulp, it delivers unparalleled quality and visual elegance.
- Properties: It possesses outstanding whiteness and consistency on both its inner and outer sides. Usually, the outer surface has a clay coating to provide excellent printability.
- Performance: It guarantees high rigidity, sharp cut-lines, and good internal bond strength. SBS is ideally suitable for various special treatments like embossing and debossing.
- Main Uses: Cosmetics packaging, perfume boxes, pharmaceutical packaging, luxury electronic packaging, and premium food packages.
2. Solid Unbleached Sulfate (SUS) / Coated Unbleached Kraft (CUK)
Where toughness is the key consideration, the material used is known as Solid Unbleached Sulfate, also termed as Coated Unbleached Kraft. This paper is made using 100% unbleached virgin chemical wood pulp.
- Properties: Being unbleached, the paper tends to be naturally brown colored inside. Yet, the outside of it can be white coated to enable clear graphics printing on it.
- Performance: Solid Unbleached Sulfate gives the best performance with regard to tear and puncture resistance and is very tough against moisture and compression in the vertical axis.
- Typical Uses: Robust retail products, multipack drink cases, hardware tools, and dry foods bulk packaging.
3. Folding Boxboard (FBB)
It is an advanced multi-ply structure designed to have superior bulk-to-weight ratios. It comprises layers of mechanical pulp surrounded by outer layers of chemical pulp.
- Features: FBB provides good opacity and smoothness in the outer surfaces. In the inner surface, the color may vary from cream to white, depending on whether the mechanical pulp layer was bleached.
- Performance: Through the use of mechanical pulp in its middle layer, folding boxboard ensures thickness, rigidity, and protection at no extra costs in terms of weights.
- Primary uses: Packaging pharmaceuticals, frozen foods, dry foods, and books.
4. Coated Recycled Board (CRB) / White Lined Chipboard (WLC)
Coated Recycled Board (CRB) is a cost-effective, environmentally friendly paperboard produced using 100% recycled fiber material from post-consumer waste and production waste.
- Properties: CRB board has a color variation between grey and light brown on its internal face, showing its recycled nature. However, its external surface has a white clay coating, which allows it to be printed on by commercial printers.
- Performance: Though CRB does not have high tearing strength and rigidity, it is a very cost-effective board type that works excellently well in producing lighter consumer goods packages.
- Typical Uses: Cereal Boxes, Laundry Detergent, Tissue Box Packaging, Shoe Boxes.
Substrate Comparison Matrix
To assist in your material selection process, the table below compares the structural and aesthetic properties of each paperboard grade:
| Paperboard Type | Fiber Composition | Interior Color | Print Quality | Structural Rigidity | Primary Business Value |
| SBS | 100% Virgin Bleached Chemical | Pure White | Premium | Excellent | Maximum aesthetic appeal & pristine presentation |
| SUS / CUK | 100% Virgin Unbleached Chemical | Natural Brown | Light-Medium | Maximum | Superior tensile strength & tear resistance |
| FBB | Multi-ply (Mechanical + Chemical) | Cream / Off-White | High | High | Optimal stiffness-to-weight ratio for shipping |
| CRB / WLC | 100% Recycled Fibers | Grey / Dull Brown | Standard | Moderate | High cost-efficiency & strong sustainability profile |
Critical Factors in Paperboard Selection
The selection of the right grade of paperboard involves consideration of structural needs, aesthetics, and logistics.
1.Product Weight and Density
Heavier, denser, or liquid-filled products exert more pressure on the bottom of the package. When the product weight is above two pounds, SUS/CUK protects against tearage and distortion. For products weighing less than one pound, CRB or FBB provide adequate protection.
2. Environmental Exposure
For products that have to be kept refrigerated, humidity will adversely affect the strength of paper materials. Therefore, in these conditions, either the treated FBB or the moisture-resistant SUS should be used to avoid packaging degradation.
3. Structural Mechanics: Paperboard vs. Rigid Chipboard
The distinction should be made between paperboard, which can be folded to make light cartons, and Greyboard (also referred to as Chipboard), which cannot be folded but is instead used for creating strong and robust inner frames that allow making premium non-collapseable sets of furniture, such as luxury presentation boxes, which feature specialty paper over the greyboard core.
Final Thoughts
The type of paperboard you choose directly impacts how well your product will be packaged for transportation and on display at point of sale. Selecting the proper fiber content and grade based on application helps ensure that the proper combination of structural stability and eye-catching appeal is achieved.
At Custom Rigid Boxes, we focus on transforming premium-grade paperboards and dense chipboards into customized packaging systems. Whatever your application, from Solid Bleached Sulfate to a custom rigid package, our experts can assist in selecting the proper materials, designing the appropriate structure, and achieving the desired finishing. Speak with our structural design experts today about material requirements for your application.
FAQs
The term “cardboard” is often used for packaging boxes that are corrugated. On the other hand, paperboard refers to a substrate that is thicker than 250 GSM and suitable for sharp folding and printing.
For luxury products, the SBS paperboard would be ideal. The paper is characterized by its pure white color both internally and externally and is appropriate for luxurious finishes such as embossing.
Standard paperboard can be recycled as it comprises natural cellulose fibers. However, there are certain types of paperboard with special layers that cannot be recycled using the standard process.
The choice of standard paperboard would be appropriate for boxes that can be shipped folded, whereas rigid chipboard (or greyboard) is best for boxes that require thick, rigid frames like those required for expensive gifts and smartphones.
Folding Boxboard (FBB) or Coated Unbleached Kraft (CUK) would be suitable choices. The reason behind this is that these board types have been coated to ensure they do not absorb moisture.